ABSTRACT
The technology of a servo control system in hot runners for thermoplastic injection enables precise control of material flow and pressure, optimizing distribution during the filling and packing process. This system enhances the surface and dimensional quality of molded parts, particularly in components with high aesthetic demands, reducing defects such as weld lines, flow lines, and pressure marks.
INTRODUCTION
Shut-off mechanisms in a hot runner system precisely regulate the timing and amount of plastic entering the mold cavities. This is achieved through the movement of a pin or rod that opens and closes the injection channel, allowing the molten material to flow only when necessary and preventing uncontrolled flow.
To enable independent adjustment of each shut-off mechanism, servo-controlled valve technology is employed, designed to ensure precise control of both stroke and force during the opening and closing phases. This system includes an advanced control unit that adjusts and monitors the position of the shut-off mechanism, ensuring flexible control of pressure and flow.
Some capabilities of this technology include localized flow control during filling, localized pressure control during packing, regulation of pressure at constant flow, and pressure reduction of up to 400 bar for flow values of 150–200 cm³/s. It can be applied to components with Class A surfaces, improving filling balance, reducing overpacking, clamp force, or potential flash. However, this technology is still relatively expensive and requires an independent controller, representing an additional peripheral in the production plant.
From a manufacturing process perspective, this technology optimizes recurrent defects, such as weld lines, flow pressure transition marks during sequencing, hotspots during post-injection, or reflections on painted parts.
CASE STUDY
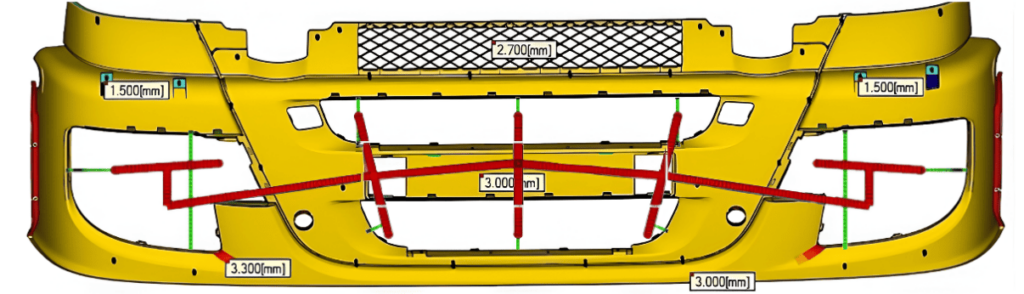
A bumper is simulated with a hot runner configuration and gates according to the following image:
OBJECTIVES
The objectives of this analysis are to shift weld lines to less visible areas and minimize pressure transition marks on the bumper. Two simulated scenarios using Autodesk Simulation Moldflow Insight are compared:
- Simulation with conventional valved hot runner.
- Simulation using a servo-controlled system for nozzle opening and closing.
RESULTS
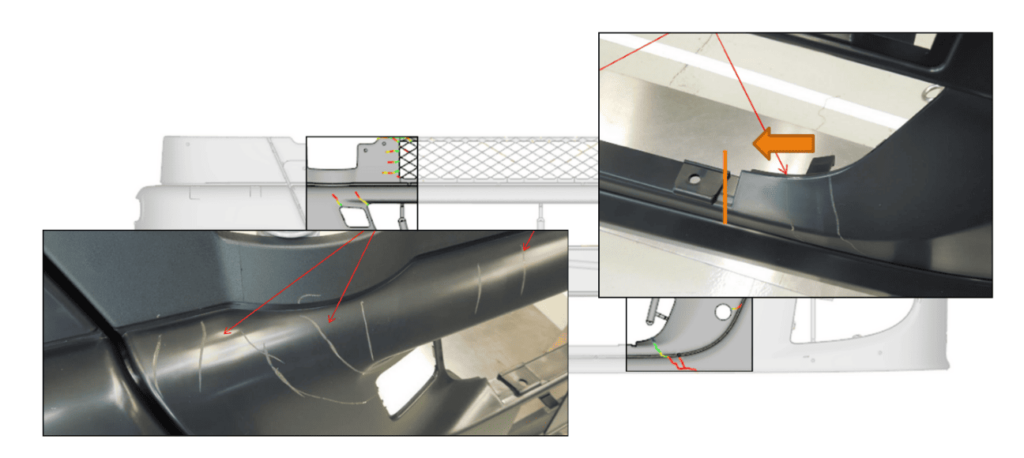
As shown in the following image, conventional injection results in weld lines in visible areas of the bumper, affecting not only the aesthetics and surface quality of the part but also its mechanical strength, potentially compromising the structural integrity of the component under dynamic loads such as vibrations.
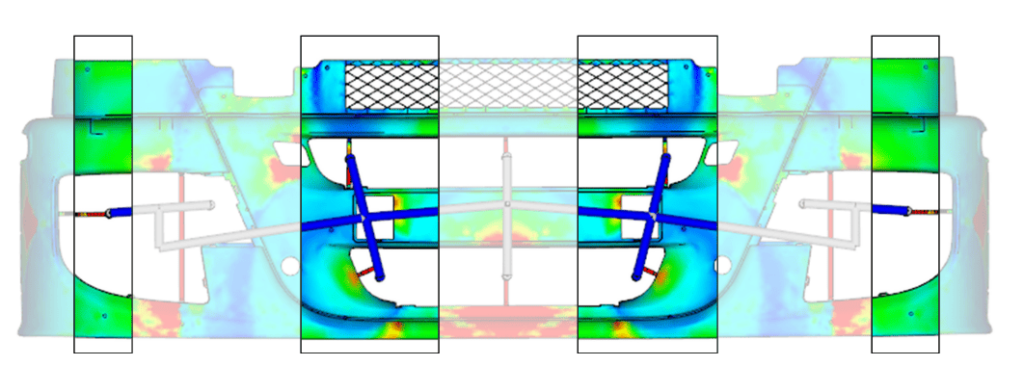
By employing servo-controlled technology, the flow front speed becomes more uniform, and the material flows more evenly and consistently through all feasible cavity paths, avoiding filling problems, minimizing flow marks, and optimizing the placement of weld lines, thereby improving the component’s structural quality. Visible surface marks are minimized. Additionally, material shrinkage is more uniform, preventing warping due to shrinkage differences and reducing iterations to meet dimensional requirements.
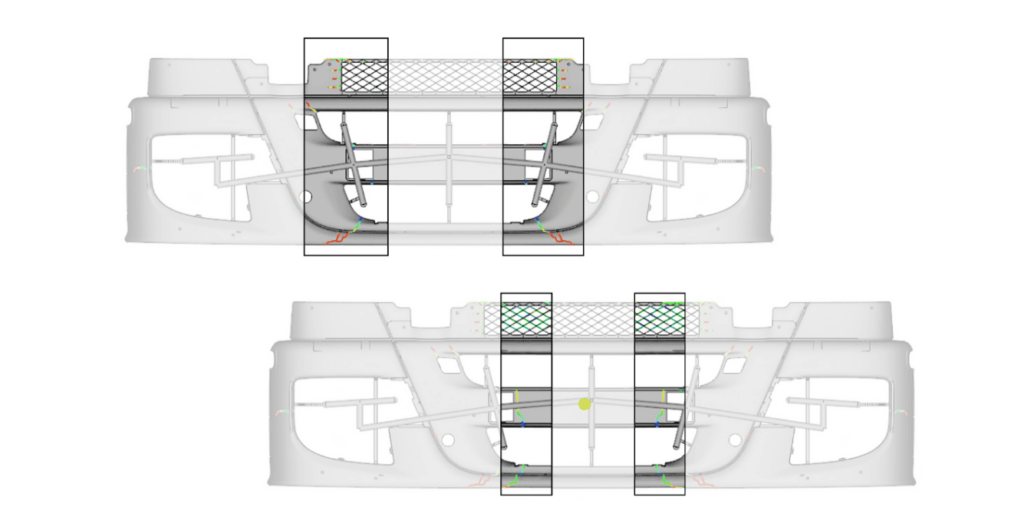
As shown in the next image, the use of servo control has shifted weld lines to less visible areas.
CONCLUSIONS
The implementation of servo-controlled valves in hot runner systems represents an effective solution for optimizing the quality and strength of components with high-quality standards. By enabling precise and independent control of the shut-off mechanisms, common defects, both aesthetic and dimensional, are significantly reduced. Despite its cost and the need for an additional controller, the benefits in surface finish and dimensional stability position this technology as an advanced option for improving standards in the injection molding of high-quality plastic components.
Contact us here for more information on how to optimise components employing servo control system injection simulations.


